



金刚石线切割机HF系统的割圆方法操作流程,金刚石线切割机HF系统的割圆操作方法,金刚石线切割机HF系统的怎么割圆形?
CHSX56系列晨虹弓架运动式金刚石线切割机是用于各种脆性材料成型切割,加工件的硬度好在莫氏硬度7以下。
方案:如图所示,割圆形
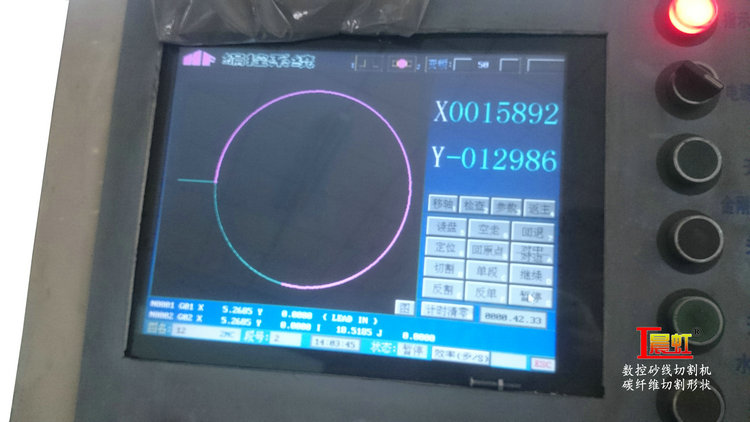
晨虹弓架运动式金刚石线切割机HF编控系统
操作流程
①开启电源,启动电源按钮。
②将所切割的工件装夹在工作架上固定好,调整金刚石线(注:又称砂线,以下简称砂线)至切割位置,调整砂线预紧力。
③设定所切割的图形,设程序:打开电脑,进入预定程序界面→全程编程→作图(以切割圆形柱为例)→心经圆→点圆心→设半径大小→回车→ESC→回车→取交点→点圆径→ESC→取轨迹→ESC→取轨迹→ESC→作引入线和引出线→作引线(端点法)→点上端→在两点之间点一下→回车(两下)→回车→ESC→显向→存图→存轨迹线图→输文件名→回车→再回车→执行1→间隙补偿值(设为砂线的一半线径,如果镀砂部分线径为1.5mm的砂线,补偿值为0.75mm)→⑻后置→⑴生成平面G 代码加工单→⑶G代码加工单存盘(平面)→文件名点一下→回车→返回→返回主菜单→加工→读盘→读G代码程序→找文件名
④启动水泵开关,启动砂线,后点击电脑程序(读盘)
⑤切割完毕后,机器自动停止工作,按程序关闭电脑,切断电源。
注意事项:每次开启机器前,请注润滑油一次。
调进刀速度:+(减慢速度),-(加快速度)。
水基切割液:水=1:2。
如果要重新进刀:暂停→定位→开始从段起点→退出→切割(继续)。
切样:

用HF编控系统切割的圆形样件
HSE安全提示:一定要注意
1、确保被加工件硬度低于莫氏硬度7。
2、操作者必须熟悉金刚石线切割机床的操作技术,开机前按设备润滑要求,对机床有关部位注油润滑。
3、操作者必须熟悉金刚石线切割加工工艺,恰当的选取加工参数,按规定操作顺序操作,防止造成断丝等故障。
4、操作人员在开启弓架后严禁触摸,以防伤人。机床在运转过程中不要打开安全门。
5、正式加工工件之前,应确认工件位置已安装正确,防止碰撞弓架和因超程撞坏丝杆,螺母等传动部件。遇特殊情况(如断丝、工件脱落等)请启动急停按钮。
6、尽量消除残余应力,防止切割过程中,工件爆裂伤人,加工前安放好防护罩。
7、机床附近不得放置易燃物品,防止因工作液一时供应不上引起事故。
8、在检修机床、机床电器、控制系统时应注意切断电源,防止触电和损坏电路元件。
9、定期检查机床保护接地是否可靠,注意各部位是否漏电。合上加工电源后,不可用手或手持导电工具接触,防止触电。
10、禁止用湿手按开关或接触电器部分,防止工作液等导电物进入电器部分,一旦发生因电器短路造成火灾时,应首先切断电源,立即用四氯化碳灭火器灭火,严禁用水灭火。
11、停机时应先停弓架,后停工作液。工作结束后,关掉总电源,擦净工作台及夹具,并润滑机床。
12、废弃工作皂化液按当地环保部门的要求处理。