



您现在的位置:技术文章 >> 石墨不能使用电火花线切割加工的原因
石墨不能使用电火花线切割加工的原因
发布时间:2016-10-13 点击次数:13660次
石墨不能使用电火花线切割机加工的原因
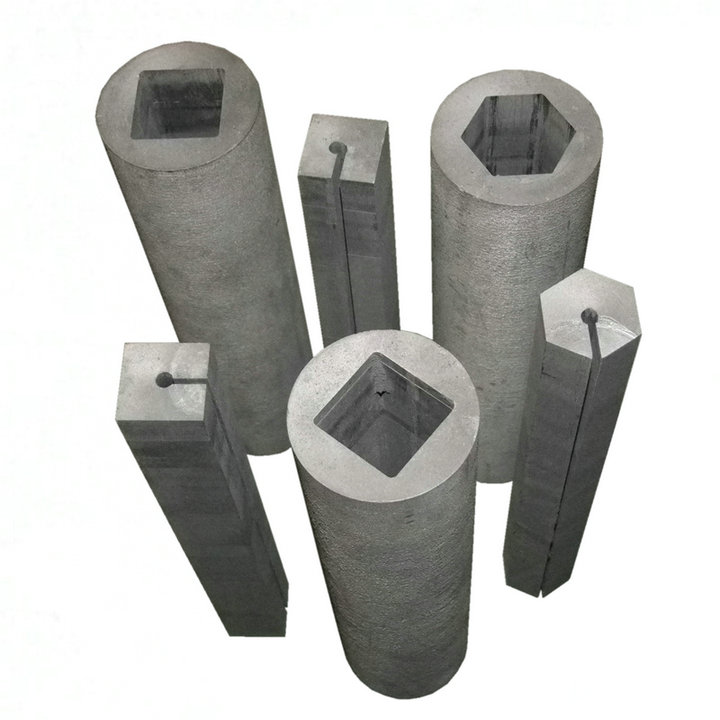
线切割石墨
看看别人怎么说:
贴吧里的帖子:煮熟的虾: 高的基本上割不运,40-50mm左右的,高频要加到割一两百高的样子才行,还很慢。50以下还能割,再高点就不行了,而且割起来非常慢,3mm圆要割40-50分钟。
石墨不能使用电火花线切割机加工的原因:
石墨是导电材料。电火花线切割机加工时,需要加切削液。使用电火花线切割机切割石墨,刚开始时确实能切割,随着切割时间加长石墨的粉末越来越多,石墨的粉末会导电,再继续深入加工时易短路,比切铝还要难切割。我也曾经相问,为什么钢板铜板也是导电材料,加工的时候怎么没有割铝和割石墨这样难切割呢?大家苦苦思索,或许是因为比重的原因吧。钢的比重7.6,,铜的比重8.5,铁的比重7.8,而铝的比重是2.7,石墨的比重是1.9~2.3。钢铁铜等金属因为比重较大,加工过程中产生的粉末可随着切削液而降落沉淀到水箱底部,所以电火花线切割机在加工石墨、铝时,刚开始能顺利切割,随着时间加长,产生的粉末易吸附在钼丝上,不能很好的排屑,容易造成堵塞,加工速度缓慢,有断丝风险。
那石墨用什么线切割呢?现在我们的砂线切割机床是针对石墨这类脆性材料设计的线切割机,石墨、多晶硅、单晶硅等导电和半导电,还有非导电脆性材料均可使用砂线切割。砂线切割方式是物理切割方式,不需要放电,只要排屑通畅,切割这种导电材料比电火花线切割方式要顺利很多,而且表面质量好。