



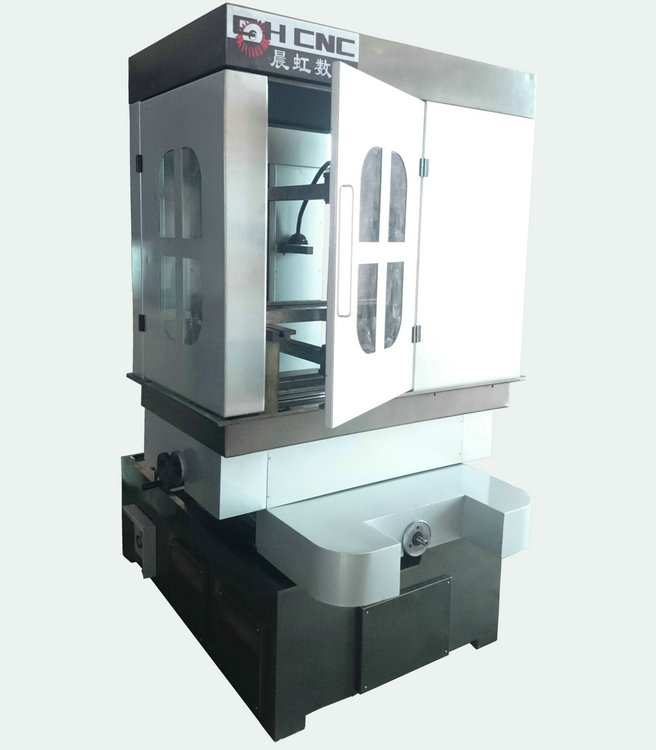
CHSX5640数控砂线切割机全自动成型切割机
- 型 号:CHSX5640
- 类 别:单头砂线切割机
- 价 格:¥电议/面议
- 产 地:江苏省泰州市
泰州晨虹CHSX5640弓架结构数控砂线切割机,单头结构,行程:400×500mm,切割厚度250mm,切割厚片和形状,佳粗糙度可达0.4μm。广泛用于石墨、陶瓷、玉石、岩石、玻璃等脆硬材料的自动成型切割。



机床概述
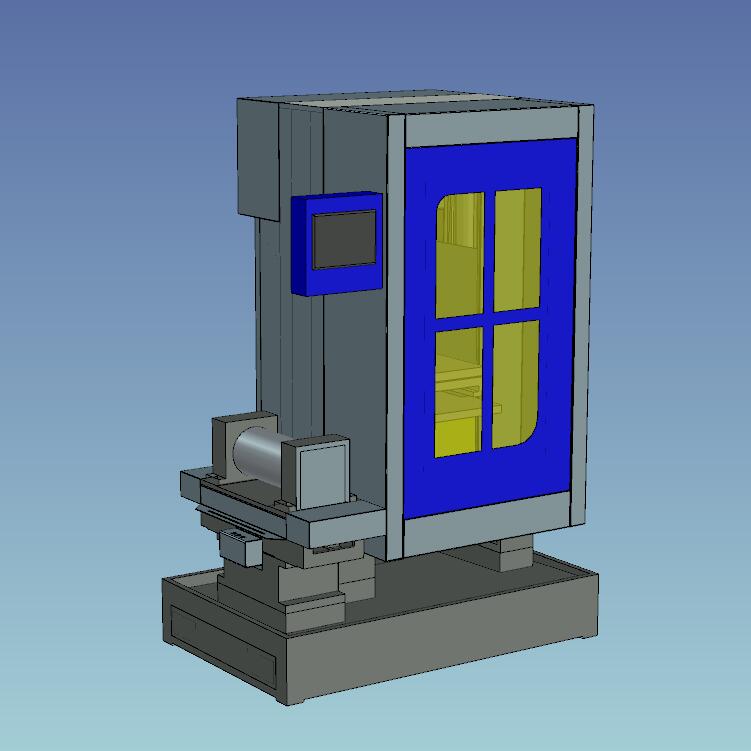
泰州晨虹数控砂线切割机全线升级,以前简易结构全部变成下面这种环保型结构,数控砂线切割机又叫金刚石线切割机,单头CHSX5640弓架结构所属粗线(线径0.5mm~3.0mm之间)系列。单头结构一次只能加工一个工件,行程400×500mm,标准配置切割厚度100mm、150mm、200mm、250mm,可根据用户要求设计切割400mm、500mm、700mm高度。广泛用于石墨电、石墨有色金属连铸模具、环氧板、半导体材料、大理石、玉石、光学玻璃、陶瓷、铁氧体、冰洲石、碳化硅等脆硬高价值材料直体成型切割。
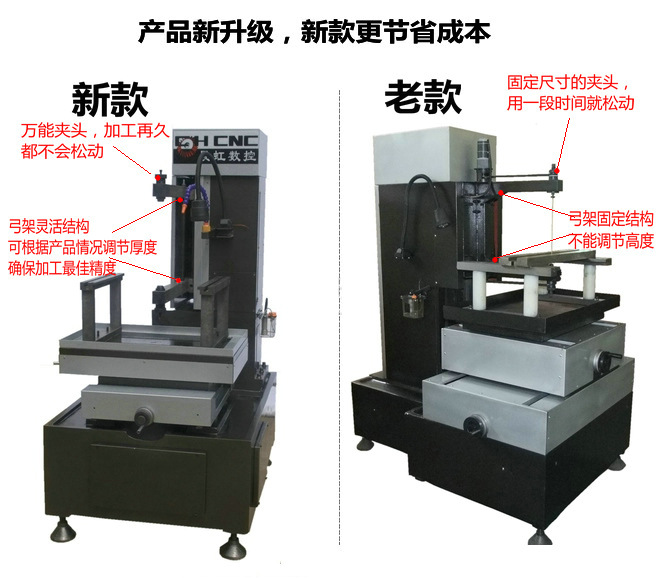
2014年我公司生产的数控砂线切割机结构改进,弓架可调节高度和砂线夹头改为通用夹头,下图为我公司2014年升级后的砂线切割机与控制柜图片

2015年以后生产的数控砂线切割机再次改进,外观看起来更加环保美观。

新老款对比
详细介绍
弓架运动式砂线切割机床是对电火花线切割机床难以加工的不导电材料的补充。原则上对导电和不材料只要硬度比砂线小均可加工,对用电火花线切割机床加工难以加工的石墨材料,采用本产品加工尤能显示其无比的优越性;对脆性材料如陶瓷、环氧板、铁氧体、半导体材料、碳化硅、耐火砖及复合材料的成型切割均可加工。
我厂生产的CHSX5640数控砂线切割机床,是针对电火花线切割机床难以加工的半导体、非导体材料进行成型切割的通用机床,采用弓架结构,利用一根砂线上下往复运动使砂线与工件产生切削对工件进行加工,工件在数控装置或计算机控制下自动的按程序确定的轨迹运动,后得到所需形状的工件。本加工方法为物理切割方式,机械加工的方法,不同于电火花线切割加工方式。
机床的主要结构及工作原理:
本机床由数字程序控制来加工直线和园弧组成的各种复杂的工件。它通过一根砂线,由弓架带动上下往复运动,与工件发生切削从而达到加工的目的。
机床由床身、座标工作台、弓架、工作液箱及附件等组成。加工用砂线固定在弓架上,工件用压板螺丝固定,控制台发出脉冲信号,步进电机按信号旋转,经变速齿轮、丝杠螺母传动使工作台运动切割工件,加工出直线、园弧等任意几何图形。
1、床身:
它是箱形结构的铸件,其上安装工作台、弓架,立柱内部置电动机,周边有流水槽,有较好的钢性,是保证机床精度的基础。
2、工作台部件主要由工作台面、下拖板、精密滚珠丝杠及变速齿轮箱等组成。拖板的纵、横运动是采用“V-平”滚动导轨结构,分别由步进电机经两对间隙齿轮及滚珠丝杠传动来实现的。由于控制系统采用开环控制,因此工作台运动精度将直接影响加工精度。
滚珠丝杠前端是采用两只向心推力球轴承来消除轴向间隙的,可调整预紧力,使间隙接近零,具有传动轻便灵活、精度高、寿命长等优点。
3、弓架
弓架用不锈钢制作而成。电动机通过三角皮带再经偏心轮传动给弓架,使加工用的砂线具有700次/分钟的速度进行加工。
4、工作液箱:
水泵把工作液送至加工区域,沉污积聚在脏物箱内,定期清理,为保证加工效率,工作液需定期更换。
5、附件:
夹具:它由两块平板、中间以刚体连接而构成切割专用夹具,工件置于夹具上表面,用压板螺钉紧固。
应用领域:
u 太阳能硅 单晶硅、多晶硅等;
u 石墨 铝型石墨模具、石墨电、石墨有色金属连铸模具等;
u 石材 天然岩石、大理石、玉石、方解石、冰洲石、翡翠、陨石等;
u 有色金属 硫化锌、铁氧体等;
u 玻璃 硫系玻璃、光学玻璃、石英玻璃、红外玻璃等;
u 陶瓷 氧化铝陶瓷、氧化锌陶瓷、靶材陶瓷、半导体陶瓷、导电陶瓷、不导电陶瓷等;
u 人工晶体 人工蓝宝石、氧化铝晶体、红外玻璃晶体等;
u 复合材料 PVC板、碳纤维复合材料、玻璃纤维复合材料、PU密复合材料、EVA材料等;
u 其他软脆材料,蛋白质材料如牛角,木材如黄花梨木、红木和檀木等。
机床特点:
u 机床机械部分为HT250铸造箱型床身,工作台为铸造件,配有高精度进口直线导轨,精密滚珠丝杠;
u 采用线切割专用软件电脑编程即生成加工指令,金刚石砂线切割走丝速度由变频器无调速;
u 切割进给速度结合材料硬度、厚度在控制系统方便调节;
u 弓架结构可调节高度,人性化的设计,保证机床佳加工精度;
u 夹头,一套夹头可使用规格直径0.5~3.0mm的任意一种规格,长时间加工不易松动;
u 可根据用户产品具体情况增加倾斜台、360°旋转回转台等机床附件,解决用户生产难题;
u 可根据用户要求定制双头、三头、四头砂线切割机,注:双头型号CH5625,三头和四头结构只有CH5620型。